PMI is frequently asked which tube arrangement is better for shell-and-tube heat exchangers with two-phase flow on the shell-side: square or triangular pitch? The short answer is: that’s an interesting question. To shed some light on the shell-side flow patterns within the tube bundle, let’s take a look at two models.
Geometrically, the models have the same percentage of flow space blocked by the tubes ~30%.
- The test sections are designed to model the flow characteristics, with no heat transfer, near the center of a typical bundle.
- The models are analyzed using two-phase flow physics with gravity.
- The two species considered were: water (r ~ 900 kg/m3, m ~ 0.2 cP) and steam (r ~ 3 kg/m3, m ~ 0.015 cP).
- The approach (superficial) velocity is 0.5 m/s for both phases, with a bulk light phase volume fraction of 37.5%. This bulk volume fraction is typical near the center of the bundle.
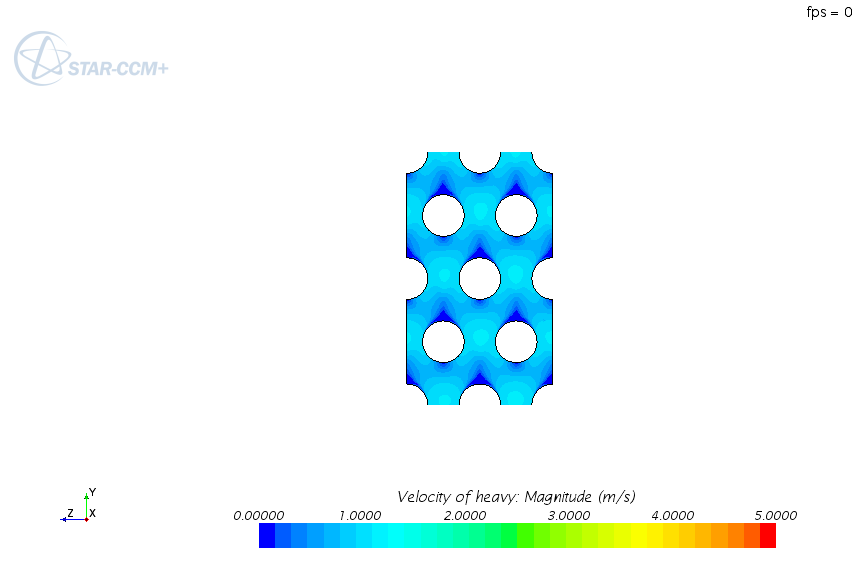
The pictures below show the heavy phase velocities from each model.

By the defined flow paths, channeling is apparent in both bundle types. A higher level of channeling occurs in the square bundle, as there is a direct path for the flow to travel from bottom to top.
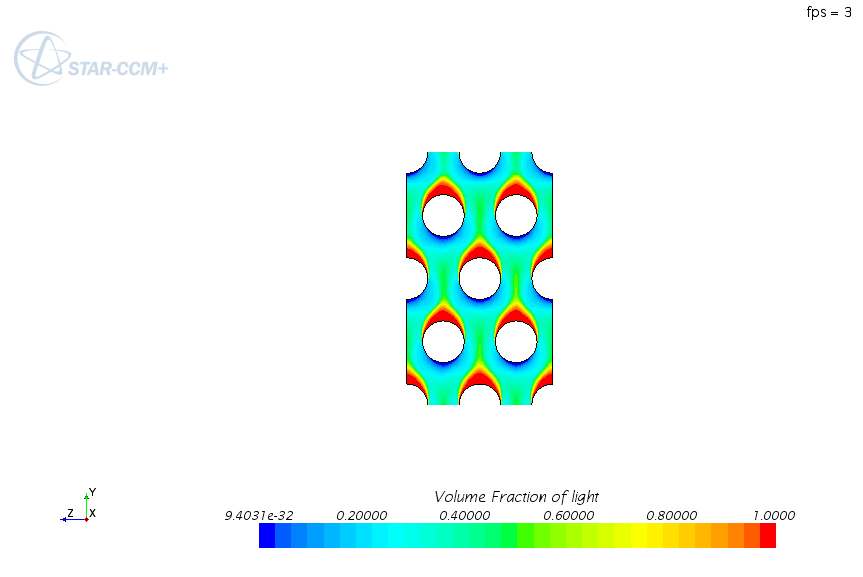
The pictures below show the light volume fractions from each model.
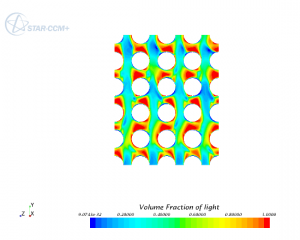
As can be seen in the images, the volume fraction distribution in the triangular bundle is very regular, with blanketing of the light fluid on the downstream sides of the tubes indicated by the high volume fraction in the vortex downstream from the tube. In the square bundle the distributions are not as regular, but there seems to exist blanketing of the light fluid on the top and bottom of the tubes. The flow for this case cannot be characterized as steady, due to the irregularity of the volume fraction distributions. Click here to see a short-animation of the quasi-steady convection of fluid through the square bundle.
While in this case it looks like the triangular bundle would exhibit less blanketing and the problems associated with that flow condition, several additional factors must be considered:
- No heat transfer was modeled
- A single flow condition was analyzed, and
- The model was a simplified test section
Based on the small set of results presented here, it becomes obvious that a correct answer would need to address the following questions:
- What are the volume fraction and velocity distributions within the bundle, because:
- The flow is 3-dimensional
- Flow between sections along the exchanger must be considered, and
- The make-up water inflow into the bundle is highly dependent on bundle interaction with the shell
- Phase-change must be considered
- Where do 2-phase flow transitions (i.e., plug, slug, wispy, dispersed, etc.) occur, and
- How does the shell-side flow regime affect the local heat transfer coefficients
As can be seen above, another answer to the initial question could be – it’s complicated. The best answer to the question can be achieved through conducting CFD analyses on the whole exchanger. PMI has conducted more than 20 such analyses, primarily on heat exchanger equipment used in sulfur recover processes. For further information on these types of analyses please click the “Contact” button above.
By Sean McGuffie